
Cooling technologies
Heating technologies are of course of prime importance for a furnace manufacturer, but the metallurgists need very precise cooling rates to reach the desired microstructure, and thus the in-use properties of the steel. Moreover, a uniform cooling is necessary to obtain a good flatness of the product.
Drever International has carried out extensive research to improve the uniformity and adjust the cooling rate, therefore increasing the quality of the strip. Several technologies are used for different cooling requirements:

Motors and fans

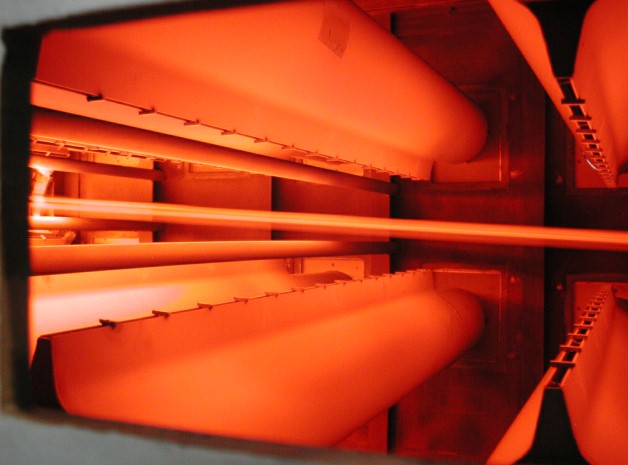
Cooling tubes (« Lyra » shape)
Cooling tubes
Tubes cooled by cold air are introduced into the furnace. These tubes can be straight, or have a « lyra » shape depending of the requested cooling rate.
They are used when the cooling rate must be very low, like for some heat treatment of thin strips for tin plate, or for the slow cooling requested by silicon steels.

After pot cooling of galvanized steel

Horizontal jet cooling with HNx
Cooling slots and jet cooling
A fan blows either atmosphere gas or air to the surface of the strip. This can be achieved through a plenum, or simply with slotted tubes when the distance between the slots is high.
The method is widely used:
- with HNx for the slow cooling / fast cooling inside the furnace
- with air to cool down the metallic coating in the after pot cooling, or for stainless steels.

Ultra-fast cooling technology
Ultra-fast cooling (UFCplus)
Drever International is specialized in the construction of ultra-fast cooling with HNx. Very efficient seals and a perfect control of the pressure inside the furnace allow the injection of up to 50% hydrogen in the HNx.

Water cooling
Water is sprayed onto the strip in order to cool it down for further process. It is important to achieve a minimum cooling rate in order to block carbide precipitation in the material. Especially for thick strip this is not possible by air cooling.
To achieve good flatness values a uniform cooling is necessary. Drever International has carried out extensive research to improve the uniformity of the cooling and therefore increase the quality of the strip.
Air cooling
Air-cooling is used to reduce the temperature of the strip smoothly. The air is blown through the plenum and nozzle onto the strip with a high velocity to increase the convection.
The flatness value of the strip is better with air-cooling than with water-cooling. It is used where a good flatness of the strip is paramount.

Mist cooling
In this kind of mist cooling sections mist is blown on the strip. The mist consists of air and water. Cooling rates are between typical values of an air quench and a water quench. By intelligent control the mist cooling section can operate within a big range of different cooling rates.
It is used where a flexible cooling strategy is required and to reduce the length of an air cooling system.